數(shu)控沖床(chuang)的噸位(wei)計算及(ji)磨具保(bao)養技巧(qiao)
數控沖(chong)床
的噸(dun)位計算(suan)是與沖(chong)床的型(xing)号相關(guan)的,所以(yi)相對來(lai)說是比(bi)較🚶♀️重要(yao)的沖床(chuang)常識,大(da)家一塊(kuai)來了解(jie)一下;另(ling)外呢,沖(chong)床磨具(ju)的維護(hu)與保養(yang)又關乎(hu)沖床的(de)整體質(zhi)量🔆,這些(xie)技巧也(ye)帶給大(da)家,希望(wang)對🎯自家(jia)的設備(bei)都能精(jing)心使用(yong),發揮出(chu)最大的(de)用處。
沖壓(ya)噸位計(ji)算
無斜(xie)刃口沖(chong)芯
公式(shi):沖芯周(zhou)長(mm)X材料(liao)厚度(mm)X材(cai)料剪切(qie)強度(KN/mm2)=沖(chong)切力(KN)
公(gong)噸=沖切(qie)力/9.81
沖芯(xin)周長:任(ren)何形狀(zhuang)的周長(zhang)之和
材(cai)料厚度(du):沖芯要(yao)沖孔穿(chuan)透的闆(pan)材厚度(du)
材料剪(jian)切強度(du):闆材物(wu)理性質(zhi),同闆材(cai)材質決(jue)定,詳參(can)材❌料手(shou)冊👉。
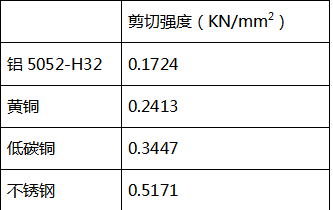
常見(jian)的材料(liao)剪切強(qiang)度
例(li)如
在3.0厚(hou)的低碳(tan)鋼材闆(pan)上沖孔(kong),形狀方(fang)形,邊長(zhang)20mm
沖芯周(zhou)長:20mmX4=80mm
材料(liao)厚度:3.0mm
剪(jian)切強度(du):0.3447KN/mm2
計算:80mmX3X0.3447=82.73KN
沖(chong)切力:82.73/9.81=8.43噸(dun)
數控轉(zhuan)塔沖床(chuang)模具也(ye)稱數控(kong)沖床模(mo)具,通常(chang)由上模(mo)、下模、模(mo)座三部(bu)分組成(cheng)。下面咱(zan)們一起(qi)來看看(kan)沖床磨(mo)具的維(wei)護與保(bao)養技巧(qiao)
1、磨具應(ying)定期的(de)清除鐵(tie)屑及雜(za)質,保持(chi)油潤,減(jian)輕磨🏒損(sun)🏃,延🤞長使(shi)用壽命(ming)。
2、不同闆(pan)料的材(cai)質應選(xuan)用相對(dui)應的下(xia)模間隙(xi),合适的(de)下模📐間(jian)隙,可以(yi)延長模(mo)具的使(shi)用壽命(ming),退料效(xiao)果好,沖(chong)切面❌平(ping)整無毛(mao)刺,沖切(qie)力均衡(heng)等等好(hao)處,如果(guo)間隙過(guo)大,廢料(liao)會出現(xian)粗糙起(qi)伏的斷(duan)裂面和(he)較小的(de)光亮面(mian)🏒。間隙越(yue)大🏃,斷裂(lie)面與光(guang)亮面形(xing)成的角(jiao)度就越(yue)大,沖孔(kong)時會形(xing)成卷㊙️邊(bian)和斷裂(lie),甚㊙️至出(chu)現一個(ge)😍薄緣突(tu)起。反之(zhi),如果間(jian)隙過小(xiao),廢料會(hui)出現小(xiao)角度⭐斷(duan)裂面和(he)較大的(de)光亮面(mian)。模具以(yi)最佳間(jian)隙沖壓(ya)時,廢料(liao)的斷裂(lie)面和光(guang)亮面具(ju)有相同(tong)的角度(du),并相互(hu)重合,這(zhe)樣可使(shi)沖裁力(li)最小,沖(chong)孔的毛(mao)刺也很(hen)小。
3、定期(qi)檢查沖(chong)床上下(xia)的模座(zuo)同軸性(xing),防止磨(mo)損或損(sun)壞磨具(ju)👌。
4、定型磨(mo)具應将(jiang)打擊頭(tou)從最低(di)逐漸向(xiang)上微調(diao)至合适(shi)位🏃🏻♂️置👄,否(fou)則容易(yi)造成磨(mo)具的打(da)散
5、當發(fa)現上下(xia)模刃口(kou)磨損達(da)R=0.25mm圓弧時(shi),需要重(zhong)新刃磨(mo)。
6、刃磨量(liang)(吃刀量(liang))應≤0.013mm,過大(da)會造成(cheng)磨具表(biao)面過熱(re),磨具變(bian)軟降👄低(di)磨💛具壽(shou)命,刃磨(mo)量需增(zeng)加足夠(gou)冷卻液(ye)。
7、刃磨完(wan)成後,邊(bian)緣要用(yong)油石處(chu)理過于(yu)尖銳的(de)棱線,并(bing)退磁和(he)上📱油。
8、當(dang)入模深(shen)度不足(zu)時,将打(da)擊頭高(gao)度調整(zheng)爲合适(shi)尺寸
9、啓(qi)動設備(bei)和更換(huan)磨具時(shi),一定要(yao)注意安(an)全,以防(fang)人身設(she)備及磨(mo)具受損(sun)。
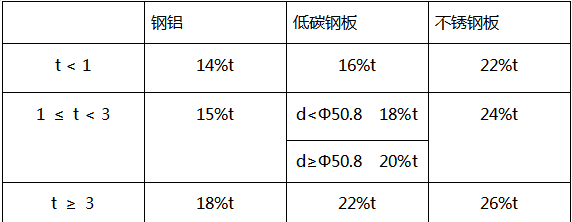
推薦的(de)下模間(jian)隙
注(zhu):1、當碳鋼(gang)闆t≥2熱闆(pan)時,間隙(xi)取低碳(tan)鋼和不(bu)鏽鋼中(zhong)間值
2、沖(chong)1≤t<3冷闆時(shi),C、D工位下(xia)模間隙(xi)按20%計算(suan)
3、特殊要(yao)求另行(hang)确定

厚辉橡胶制造股份有限公司")
我們")
領域")
聞中心(xin)")

方網站(zhan)二維碼(ma)")
動化數(shu)控沖床(chuang)送料機(ji)")
控送料(liao)機介紹(shao)")




